


Компания ООО «Север» (г. Тольятти) специализируется на производстве металлочерепицы и профилированного листа. Парк оборудования компании содержит высокотехнологичные станки – преимущественно зарубежного производства. До недавнего времени в списке оборудования значился один устаревший станок с ручным управлением для нарезки листового металла. Станок служил для нарубки заготовок деталей штамповки, а также рекламных конструкций, но работать на нем было неудобно и небезопасно. Сначала приходилось делать разметку листов, один рабочий с помощью кнопочного пульта управлял подачей и гильотиной, второму приходилось складывать заготовки в пачку и подсчитывать количество листов.
Для нарезки листовых заготовок в заданный размер с высокой точностью потребовалось создать автоматизированную систему управления.
С задачами автоматизации устаревшего оборудования успешно справились многопрофильные специалисты компании ООО НПФ «ГектИС», которые разработали простую систему управления технологическим процессом размотки металлического листа и нарезки заготовок.
Система автоматизации
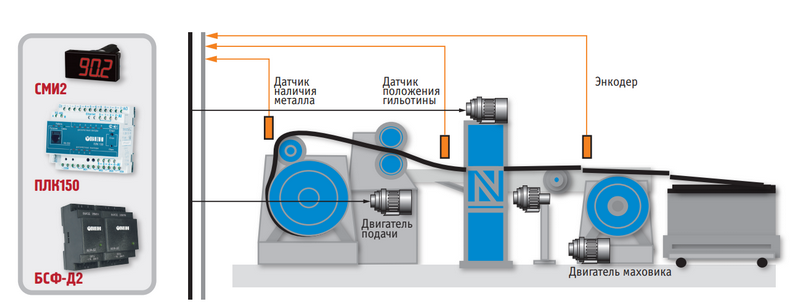
Автоматизация процесса резки металла ориентирована на повышение эффективности производственных операций и снижение влияния человеческого фактора. В системе используются:
- программируемый логический контроллер ОВЕН ПЛК150-220.И-М;
- светодиодный индикатор ОВЕН СМИ2;
- блок сетевого фильтра ОВЕН БСФ-Д2-0,6;
- преобразователь частоты;
- электронная линейка для измерения длины заготовок – энкодер;
- индуктивные датчики положения гильотины и металла LA30-10Р1;
- промежуточные реле RP-403DL и RP-407АL;
- кнопки управления.
Контроллер ПЛК150 управляет циклом подачи металла и резки требуемого количества деталей заданной длины, считывает текущие показания длины детали с энкодера, управляет скоростью подачи металла и работой гильотины, отслеживает состояние механизмов. Выбор контроллера ПЛК150 был обусловлен его возможностями обработки сигналов энкодера частотой 5 кГц по счетным входам.
Индикатор СМИ2 служит для отображения режимов работы, размера и количества деталей, диагностики ошибок. Индикатор выводит два типа информации: числовой и символьный. Числовой тип служит для отображения длины, количества и текущей длины заготовки, коэффициента энкодера. Символьный отображает режимы работы станка, ошибки автоматической работы, готовность, состояние датчиков.
Перед началом работы на СМИ2 необходимо установить количество заготовок и их длину, при этом гильотина должна находиться в верхнем положении. Подачу листа обеспечивает электропривод, подключенный к преобразователю частоты.
При автоматическом режиме работы скорость вращения уменьшается по мере приближения к линии реза. После изготовления необходимого количества заготовок или в случае неисправности станок будет остановлен автоматически.
Можно выполнить рез листа в ручном режиме – после одновременного нажатия кнопок ПУСК и СТОП включится маховик, и через 5 секунд будет выполнен рез.
Эффект внедрения
Система получилась интересной в части реализации интерфейса и, что немаловажно, недорогой – с одной управляющей единицей в виде контроллера ПЛК150, который обеспечивает выполнение всех необходимых функций. Реализована функция сервопривода с позиционированием на стандартных элементах (ПЛК, энкодер, преобразователь частоты с заданием от аналогового входа, асинхронный двигатель).
В результате внедрения системы была повышена точность исполнения и, следовательно, увеличено количество заготовок нужного размера; повышена безопасность, поэтому риск несогласованных действий сведен к минимуму; на 30-40 % увеличена производительность станка, а также уменьшена численность персонала – теперь с той же работой справляется один оператор, который занимается только укладкой готовых листов.
Связаться с автором можно по тел./факс: (8482) 55-70-49, e-mail: info@hectes.ru