


Ключевым моментом в технологии производства силикатного кирпича, в большей части определяющим качество готового продукта, является автоклавная обработка сырца. На предприятии «Гнездово» используются автоклавы отечественного и польского производства. Для обеспечения выпуска качественной продукции при проведении процесса запаривания необходимо обеспечивать плавный набор давления в автоклаве, временную выдержку на заданном уровне и плавный сброс. Резкие скачки давления, а также неточность времени выдержки приводят к снижению прочности готового продукта.
Для получения продукции надлежащего качества и обеспечения безопасности эксплуатации оборудования на предприятии «Гнездово» было проведено масштабное перевооружение автоматизированной системы контроля (АСК) автоклавного отделения силикатного цеха. В разработанной системе «АВТОКЛАВКОНТРОЛЬ» реализованы следующие функции:
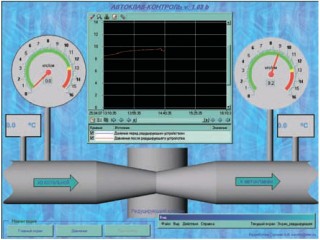
- индикация значений температуры образующих автоклавов, разности температур верхней и нижней образующих в реальном времени, представление на экране монитора цветных графиков изменения давления в автоклаве, контроль отклонений технологических параметров от установленных значений, сигнализация отклонений (текстовая и анимационная на экране монитора, звуковая и световая);
- контроль времени реализации технологического цикла на каждом автоклаве, расчет и индикация интегрального показателя «давление-время» для учета времени выдержки сырца при колебаниях давления;
- контроль безопасности эксплуатации автоклавов, контроль температуры обводов и их разности, сравнение этих параметров с предельно допустимыми значениями; звуковая и световая сигнализация об опасных режимах работы;
- ведение архива параметров технологических процессов на основе промышленной базы данных SIAD;
- создание отчетов о параметрах работы автоклавов за заданный оператором промежуток времени;
Рабочее место оператора оборудовано промышленным компьютером, который позволяет достичь высокого уровня надежности функционирования системы и обеспечить ее бесперебойную работу в условиях повышенной температуры и влажности, а также избежать повреждения жесткого диска от вибрации, создаваемой технологическим оборудованием.
В качестве устройств сопряжения с объектом используются шесть модулей аналогового ввода ОВЕН МВА8. Несмотря на то, что продукция ОВЕН позиционируется как бюджетная, качество ее изготовления и функциональность не уступает устройствам ведущих мировых производителей, что позволяет заменять более дорогие импортные аналоги (например, модули ADAM фирмы Advaпtech) и значительно снизить стоимость системы без ущерба для качества конечного продукта.
Звуковая и световая сигнализация осуществляется с помощью модуля дискретного ввода/вывода ОВЕН МДВВ с релейными выходами, к которым подключаются сирены и сигнальные фонари.
Модули МВА8 и МДВВ объединены в сеть RS-485. Преобразование интерфейса RS-485 в интерфейс RS-232 обеспечивает преобразователь ОВЕН АСЗ. Ввиду того, что в системе используются измерительные и выходные модули одного производителя, в качестве протокола обмена по сети RS-485 используется протокол ОВЕН. Поскольку приборы МВА8 и МДВВ поддерживают и универсальные протоколы (Modbus, DCON), возможно расширение системы за счет устройств других производителей.
Температура образующих ав-токлавов измеряется с помощью термопар TXK(L}, установленных в специальных бобышках на корпусах автоклавов. Давление пара в автоклаве фиксируется датчиками давления ОВЕН ПД100-ДИ (предел измерения 16 кгс/см2 и класс точности 1.0). Термопары и датчики давления подключены к универсальным входам приборов МВА8. Система контролирует работоспособность датчиков и кабельных линий связи, и в случае выявления неисправности оператор получает информацию о нарушении конкретного канала измерений.
В качестве среды визуализации используется программное обеспечение SCADA Trace Mode. Скриншот программной оболочки системы «АВТОКЛАВ-КОНТРОЛЬ» приведены на рис. 2. Система позволяет генерировать отчетные документы о прохождении цикла обработки сырца в табличной и графической формах. Отчеты могут создаваться за любой указанный оператором промежуток времени с произвольной периодичностью выборки данных из архива. Система также создает отчеты в формате html, который удобен для просмотра на любом компьютере с помощью Интернет-браузера.
Внедренная АСК на предприятии «Гнездово» позволила увеличить точность выполнения технологических режимов, сократить общее время обработки, получить экономию энергоресурсов, упростить процесс управления и обслуживания, исключить ошибки персонала, повысить безопасность эксплуатации оборудования. Оператор получает объективную информацию о ходе техпроцесса и отчеты о выполненной работе.
Свои вопросы по работе АСК «АВТОКЛАВ-КОНТРОЛЬ» вы можете задать автору статьи по телефону: +7-920-305-26-94 или электронной почте: sorokin@elec.ru