

 В 2010 году компания «Накал» – ведущий производитель термического оборудования в России – разработала электротермический агрегат, предназначенный для проведения закалки, отжига и старения полуфабрикатов и деталей из алюминиевых сплавов.
В 2010 году компания «Накал» – ведущий производитель термического оборудования в России – разработала электротермический агрегат, предназначенный для проведения закалки, отжига и старения полуфабрикатов и деталей из алюминиевых сплавов.
Агрегаты данного типа могут устанавливаться на новых производственных площадках, а также использоваться для замены устаревшего промышленного оборудования. В состав агрегата входят: элеваторная электропечь сопротивления с двумя вентиляторами для равномерного распределения тепла, сдвижной под с механизмом подъема и опускания садки, закалочный водянок бак, опорная рама, подвижной пост загрузки-разгрузки и система управления.
Основные характеристики агрегата:
- максимальная температура печи – 600 °С;
- мощность нагревателей печи – 120 кВт;
- допустимый перепад температур в рабочем пространстве печи – ±3°С.
Отличительной особенностью данного агрегата является то, что он обеспечивает автоматическое перемещение деталей из печи и погружение их в закалочный бак (рабочий объем 11 тыс. литров) за минимально короткое время, кроме того, за счет высокоточного температурного режима увеличивается качество и количество обрабатываемых деталей.
Система управления электротермическим агрегатом
В 2010 году от компании «Накал» отделилось подразделение, специализирующееся на разработке систем управления – ЗАО «Накал Системы Автоматизации». Накопленный опыт работы специалистов нового предприятия позволяет разрабатывать и внедрять различные решения в области АСУ технологических процессов и диспетчеризации как на промышленных производствах, так и на объектах жилищно-коммунального хозяйства. Благодаря наличию современного электромонтажного цеха площадью 300 м2 и тесному сотрудничеству с крупными поставщиками электрооборудования и средств автоматизации у предприятия имеется возможность качественно и быстро реализовать проекты разного уровня сложности.
Специалисты компании «Накал Системы Автоматизации» оснастили агрегат современной системой управления, которая обеспечивает строгое соблюдение технологии термообработки. Вся система и силовая часть занимают 6 шкафов с одним пультом управления. Разработка, сборка и отладка АСУ производились на территории предприятия. Система управления обеспечивает:
- управление температурным режимом по заданной рецептуре;
- контроль температуры и ее отклонение в допустимых по технологии пределах;
- управление механизмами подъема и спуска садки согласно требованиям регламента;
- управление механизмами передвижного пода печи и подвижного поста загрузки-разгрузки согласно требованиям технологического процесса;
- перемещение садки из печи в закалочный бак в автоматическом режиме;
- контроль аварийных ситуаций (неисправность нагревателей, нарушение температурного режима);
- самотестирование (неисправность и выход из строя измерительных приборов)
- вывод информации о ходе процесса в реальном времени, сбор данных и архивирование.
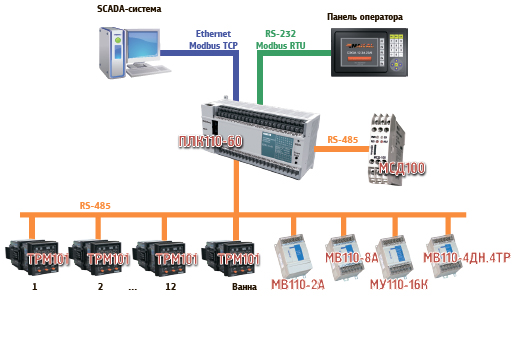
В качестве аппаратной базы АСУ используется контроллер для средних систем автоматизации ОВЕН ПЛК110-60. Контроллер выбран по следующим причинам:
- развитые функциональные и программные возможности;
- большой выбор совместимых модулей ввода/вывода;
- поддержка промышленных сетей и протоколов ModBus RTU, ModBus ASCII, ModBus TCP, OWEN;
- удобная среда программирования CoDeSys V2;
- удобство монтажа.
Для дополнительного подключения входных/выходных сигналов используются модули ОВЕН:
- ввода аналоговых сигналов МВ110-2А;
- ввода аналоговых сигналов МВ110-8А;
- ввода-вывода дискретных сигналов МК110-4ДН.4ТР;
- дискретного вывода МУ110-16К;
- сбора данных МСД100.
Для равномерного нагрева садки рабочая камера печи разбита на 12 тепловых зон, каждая с отдельным контуром управления. В каждой зоне установлено по две термопары (управляющая и контрольная).
Управление температурой построено на ПИД-регуляторах с универсальным входом – ОВЕН ТРМ101. Приборы объединены в сеть по протоколу OWEN и подключены к ПЛК по цифровому интерфейсу RS-485. Регуляторы обеспечивают равномерное распределение температуры и минимальный перепад температур между зонами в рабочей камере.
Управление агрегатом осуществляется с пульта управления посредством кнопочной панели с сенсорным 6'' экраном, подключенной к ПЛК через интерфейс RS-232 по протоколу ModBus RTU.
При помощи панели выполняются следующие функции:
- запуск системы;
- выбор ранее созданного рецепта в SCADA-системе;
- отображение в реальном времени параметров процесса по каждой зоне и закалочном баке;
- отображение состояния дискретных выходов;
- отображение положений садки, пода и поста загрузки-разгрузки;
- отображение графиков температуры по всем зонам в реальном времени;
- отображение ошибок (состояние приборов, уровень жидкости в баке и т.д.);
- отображение статуса связи с приборами ТРМ101;
- просмотр справочной информации прямо на панели.
Модуль сбора данных ОВЕН МСД100 архивирует данные на карту памяти microSD. МСД100 подключен к ПЛК110 по интерфейсу RS-485 по протоколу OWEN.
- Система сбора и архивирования данных на базе модуля сбора данных МСД100 обеспечивает:
- формирование протоколов техпроцессов с данными, поступившими с 64 точек измерения;
- перенос данных с модуля на ПК;
- сохранение данных в открытом формате «.CSV» или в недоступном формате для ограниченного пользования;
- запись значений в статическом, динамическом и аварийном режимах, возможность удаленного считывания архива.
Для визуализации хода процесса, сбора и архивирования информации, изменений значений параметров системы управления агрегата используется SCADA-система.
Подключение ПЛК110-60 к SCADAсистеме выполняется по каналу Ethernet с использованием протокола Modbus TCP. Для подключения можно использовать как отдельную линию, так и уже существующую локальную сеть предприятия.
В ходе проработки данного решения были отмечены гибкие возможности связи средств автоматизации ОВЕН с оборудованием других производителей, быстрота и удобство разработки проекта в бесплатной среде CoDeSys V2.
ЗАО «Накал Системы Автоматизации» www.nakal-systems.ru тел.: (495) 994-09-03, 994-15-56 (многоканальный) e-mail: info@nakal-systems.ru