
Модернизация оборудования плавильных электропечей заключается в создании совместимых с ними систем автоматического управления (САУ). Основные цели: повышение качества сплава, снижение эксплуатационных затрат, в т.ч. электроэнергии, снижение рисков повреждения тигля и увеличение сроков службы. Для решения этих задач НПФ «ГектИС» разработала для компании ТДМК (г. Тольятти) автоматизированную систему управления процессом плавки алюминия на базе ОВЕН СПК, которая обеспечивает точность управления и мониторинг всего плавильного процесса от загрузки до разливки.
Компания ТДМК – производитель всех моделей стандартных и тюнинговых поршней двигателей ВАЗ по лицензии АвтоВАЗа. На предприятии реализован полный производственный цикл изготовления поршней: от подготовки литьевого сплава до обмера готовых изделий.
Потребность в модернизации системы возникла из-за несовершенства существующей системы управления двумя муфельными печами. Предприятие выпускает сертифицированную продукцию, и отклонение от технологических требований влечет за собой репутационные и финансовые потери. По факту управление сводилось к раздельному регулированию тремя нагревательными элементами с помощью многоканального ПИД-регулятора ОВЕН ТРМ148. Нагреватели соединялись по схеме «звезда» с общим нулевым проводом. ПИД-регулятор формировал управляющие сигналы 4...20 мА для тиристорного блока, который управлял мощностью трех независимых контуров регулирования.
К качеству, ремонтопригодности и надежности силовой части схемы у заказчика не было претензий, поэтому имеющиеся комплектные шкафы с ТРМ148 решили оставить. Тем более, что был накоплен достаточный опыт использования этого терморегулятора для управления печами, а также сохранялась возможность контролировать процесс плавки в случае непредвиденного сбоя новой системы. Но в таких условиях требовалось участие высококвалифицированного и опытного персонала для ведения технологического процесса, в частности, управления каждым контуром нагрева в полуавтоматическом режиме (корректировка уставок, прямое управление тиристорным регулятором от задатчика) по показаниям температуры на восьмиканальных терморегуляторах или по показаниям датчиков температуры.
Однако ТРМ148, который входил в комплектный шкаф, не обеспечивал необходимую точность управления – требовалось реализовать зависимое регулирование, более тонкую настройку регуляторов по графику нагрева с выдержкой температуры для трех уровней с учетом разности температур (по контурам), не превышающей предустановленной дельты. Дополнительно требовалось ведение архива трендов, значений токов и мощностей по поясам нагрева, а также гибкая настройка наклонных и горизонтальных графиков нагрева и выдержки. Важно было внести в систему ограничение доступа персонала к настройкам режимов и закрепить контроль за переходом между режимами за оператором в процессе плавки, а также организовать ведение электронного журнала учета электроэнергии в кВт*ч и рублях за цикл плавки. Все это могла обеспечить только автоматизированная система управления.
Технология плавки
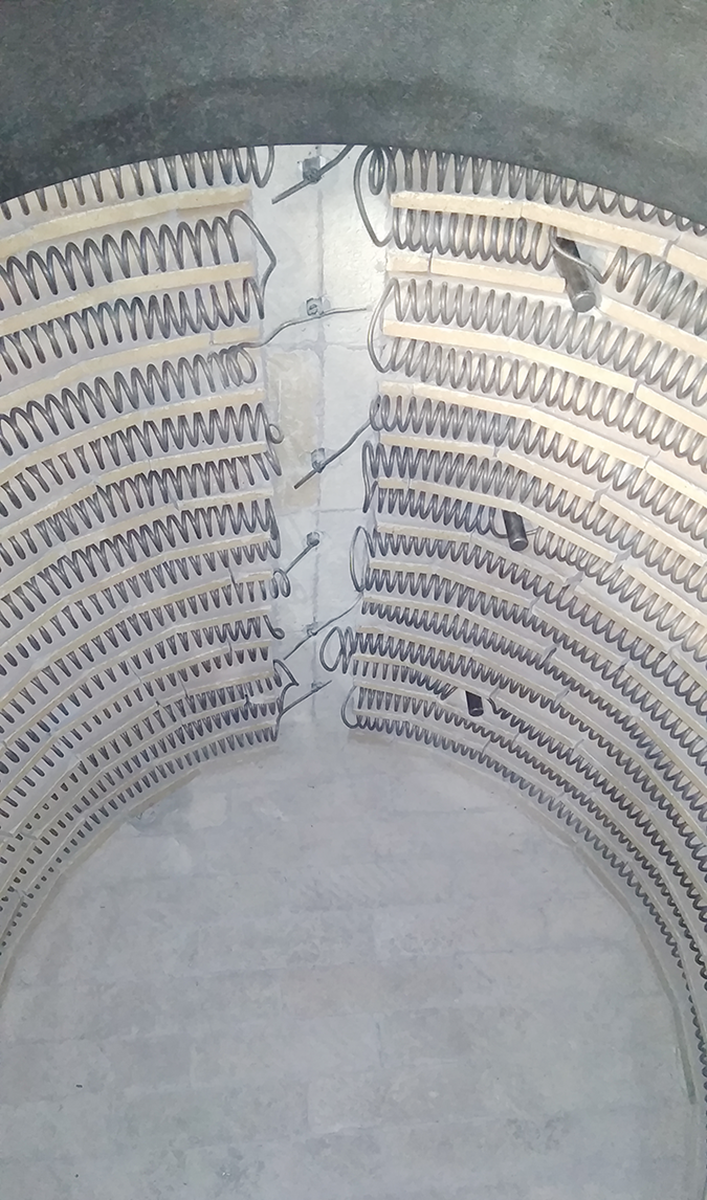
Плавление алюминия осуществляется в муфельных печах с верхней загрузкой. Муфельные печи имеют внутреннюю керамическую оболочку с тремя контурами нагревательных элементов.
В технологии плавления и розлива металла выполняются шесть технологических режимов:
- предварительный прогрев печи до 200 °С;
- нагрев до температуры 850 °С;
- загрузка металла, плавка при 850 °С;
- выдержка расплава при постоянной температуре, остановка конвекционного перемешивания;
- технологическая операция обработки при 760 °С;
- розлив металла в формы при температуре около 740 °С.
Система автоматического управления
Разрабатываемая система управления должна обеспечивать:
- многоуровневое автоматическое управление полным циклом плавления металла для двух печей;
- точность поддержания температуры и выдержки времени;
- несколько уровней доступа персонала;
- архивирование необходимых данных техпроцесса.
Специалистами компании НПФ «ГектИС» была разработана и смонтирована надежная, многоуровневая система с требуемым алгоритмом управления для двух печей.
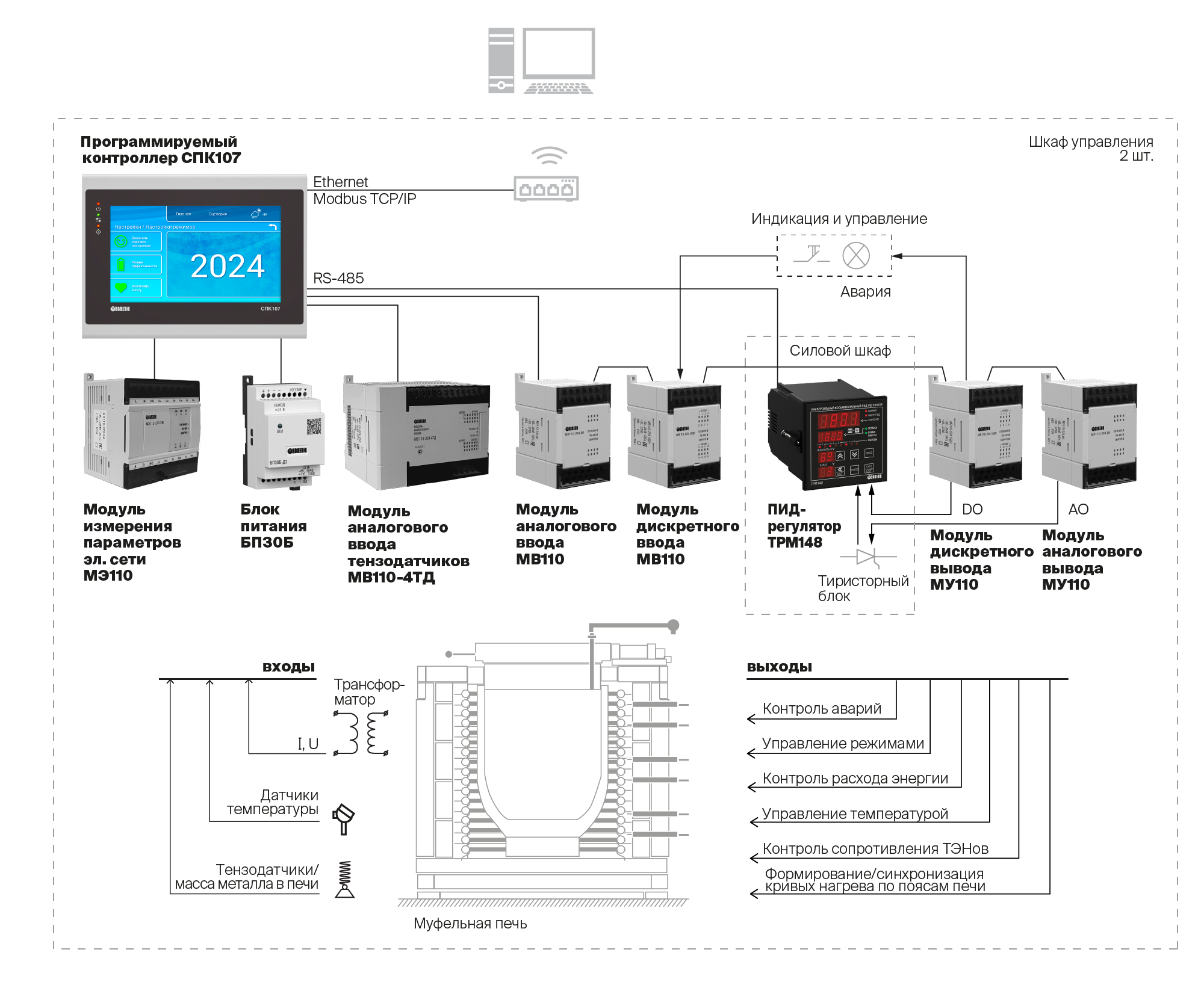
Систему образуют средства автоматизации ОВЕН:
- СПК107 – сенсорный панельный контроллер, 2 шт.;
- МЭ110-3М – модуль измерения параметров трехфазной электрической сети, 2 шт.;
- МВ110 – модуль дискретного ввода, 2 шт.;
- МУ110 – модуль дискретного вывода, 2 шт.
- МУ110 – модуль аналогового вывода, 2 шт.
Для контроля, анализа и настройки (изменение режимов работы и уставок) процесса плавления реализован верхний уровень – АРМ. Два контроллера СПК107 подключены к верхнему уровню по протоколу Modbus TCP/IP.
  |
На ПК отображаются рабочие параметры системы:
- текущие время и дата;
- ФИО оператора;
- мощность, ток, напряжение, сопротивление каждого ТЭНа;
- температура в зонах нагрева;
- комментарии по техпроцессу плавления металла.
Информация с панели оператора дублируется на АРМ в виде:
- списка уставок;
- отчетов о плавках;
- изменений параметров операций и режимов;
- графиков расхода энергии;
- графиков температур по зонам;
- графиков сопротивления ТЭНов.
На мнемосхеме дополнительно отображаются: температура (в трех точках), скорость нагрева, время операции и окончания процесса, контроль обрыва термопары, а также данные предыдущих измерений.
Модуль МЭ110-3М применяется для получения информации о потребляемой мощности (тока и напряжения). Так как силовой тиристорный блок подключен к нагревательным спиралям по схеме «звезда», то для измерения действующего напряжения на каждой нагревательной секции специалисты НПФ «ГектИС» разработали и изготовили трансформаторную развязку для подключения МЭ110-3М по стандартной схеме с последующим параметрированием в модуле корректирующих коэффициентов для каждого трансформатора. Данное решение применяется для технического учета электроэнергии.
Использование тензодатчиков позволяет технологу отслеживать загрузку печи, а также разливку расплава после завершения цикла плавки. Таким образом набирается статистика по производительности каждой печи за выбранный период (неделя, месяц и т.д.), оценивается эффективность для последующего анализа и сравнения с данными по отгружаемой готовой продукции.
По требованию заказчика были организованы несколько уровней защит от несанкционированного доступа. Администратор имеет полный доступ и разрешение на внесение изменений параметров и корректировку режимов работы. Инженер имеет доступ к изменению параметров и управлению отчетами. Операторы могут просматривать параметры и выполнять отдельные операции. В частности, при переходе между режимами нагрева и выдержки по технологии требовалось ручное подтверждение по запросу, выполняемое оператором.
Запуск оборудования начинается с регистрации оператора в системе управления по коду доступа. Переключение операций производится с помощью селекторов на шкафу управления.
Печь нагревается с установленной скоростью до заданной температуры. Для плавного управления напряжением на нагревательных элементах применяются тиристорные блоки в составе ранее установленных комплектных силовых шкафов. Нагрев контролируется тремя датчиками температуры, подключенными к терморегулятору ТРМ148. Доступ к данным СПК получает по протоколу ModbusRTU. Световая сигнализация соответствует текущему режиму работы.
В системе предусмотрены возможности аварийного отключения и сигнализации на случай нештатной ситуации, которые могут быть следствием выхода из строя ТЭНа, тиристорных блоков, какого-либо датчика или отказа сетевого оборудования.
Заказчик самостоятельно проложил новый контур заземления по площадке печей от имеющегося очага заземления. Специалисты НПФ «ГектИС» подготовили технические решения и проконтролировали выполнение работ по разделению заземления силового контура от заземления экранов измерительных цепей и цепей передачи данных, а также разделению силовых и измерительных кабельных трасс. После этого прекратились сбои, которые были связаны с коммутационными помехами тиристорных блоков, проявлявшиеся при повышенном напряжении в сети и при некоторых режимах работы.
Результат
На базе оборудования ОВЕН реализовано многоуровневое автоматическое управление полным циклом плавления металла для двух печей, обеспечивается точность поддержания температуры и выдержки времени, организованы уровни доступа персонала, ведется архивирование необходимых параметров и полный мониторинг всего технологического процесса.
Надежная система управления процессом плавки обеспечивает работу двух печей на экспертном уровне для разработки и оптимизации других технологических процессов с учетом высоких требований к качеству продукции и экономической эффективности производства.
+7 (8482) 55-70-49
+7 (905) 019 81 39
info@hectes.ru www.hectes.ru