

 Предприятие ЗАО «Рекон» успешно работает на рынке строительной индустрии с 1997 года. Основным направлением деятельности компании является проектирование, изготовление, монтаж и ввод в эксплуатацию современных технологических линий, машин и механизмов по выпуску строительных конструкций и материалов. Один из наиболее крупных проектов по автоматизации линии адресной подачи бетона был реализован компанией «Рекон» на чебоксарском заводе ЖБК-9.
Предприятие ЗАО «Рекон» успешно работает на рынке строительной индустрии с 1997 года. Основным направлением деятельности компании является проектирование, изготовление, монтаж и ввод в эксплуатацию современных технологических линий, машин и механизмов по выпуску строительных конструкций и материалов. Один из наиболее крупных проектов по автоматизации линии адресной подачи бетона был реализован компанией «Рекон» на чебоксарском заводе ЖБК-9.
Технологическая линия адресной подачи бетона
Адресная подача бетона представляет собой автоматическую систему транспортировки бетонной смеси от бетоносмесительных узлов к пунктам назначения – бетоноукладчикам и разгрузке.
Смесь транспортируется двумя бетоновозами. Бетоновоз представляет собой тележку (фото 1), которая перемещается по специально проложенным путям к бетоноукладчикам (рис. 1), которые применяются для равномерной укладки бетонной смеси в формы. Доставка смеси к конкретному бетоноукладчику осуществляется согласно вызову, поступаюшему с пульта управления. С того же пульта подается команда на разгрузку бетоновоза.
Система адресной подачи бетона позволяет осуществлять остановку и разгрузку бетоновоза в строго заданных пунктах назначения.
Система автоматики
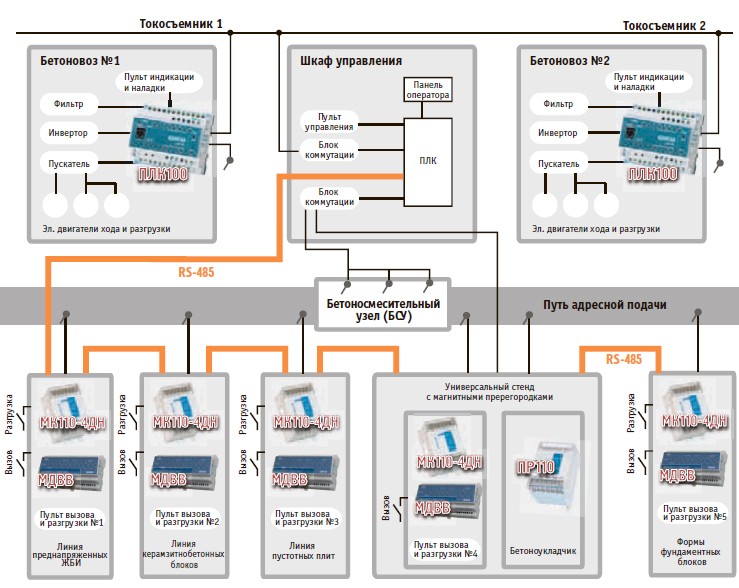
Система управления (рис. 2) оборудованием установлена в шкафу, который находится в диспетчерской бетоносмесительного узла. Система контролирует и регулирует движение двух бетоновозов одновременно. Пульты вызова и разгрузки, с которых поступает сигнал заказа бетона и последующая разгрузка бетоновозов, созданы на базе модулей дискретного ввода/вывода ОВЕН МК110-220.4ДН.4Р (МК110-220.8ДН.4Р).

Силовое питание и управление бетоновозами осуществляется с помощью шестиполосного троллейного шинопровода, две шины которого предназначены для передачи управляющих сигналов. Для расшифровки команд, переданных по шинам управления, организации циклов разгрузки, остановки в заданной точке и сигнализации, на бетоновозах установлены контроллеры ОВЕН ПЛК100.
Управляет бетоноукладчиком программируемое реле ПР110-24.12Д.8Р, установленное на пульте (фото 2).
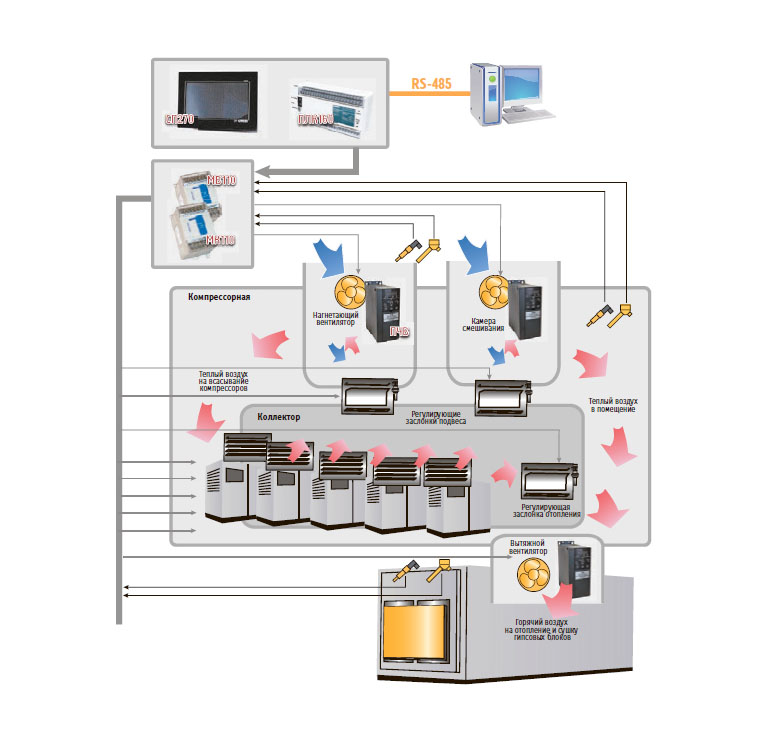
Для термообработки готовых железобетонных изделий формы помещаются в пропарочные камеры на универсальные стенды с магнитными перегородками. Изделия вместе со стендом укрываются специальными покрывалами и прогреваются паром.
создана система на базе контроллера ОВЕН ПЛК73. К контроллеру подключены датчики температуры, позволяющие одновременно контролировать температуру восьми каналов. По каждому каналу можно задавать до 10 шагов программы термообработки.
Заключение
Созданная автоматизированная линия подачи бетона позволила исключить из технологического процесса такую технику, как грузоподъемные краны, автотранспорт, которые ранее использовались для транспортировки бетона.
Система обеспечивает непрерывность процесса изготовления бетонных и железобетонных изделий, позволяет поддерживать заданные темпы производства, исключает простои в работе оборудования.
За более подробной информацией можно обращаться к специалистам «Рекон» по тел.: (8352) 53-86-27, 53-85-98 или по адресу: rekon@cbx.ru