


Кондитерские фабрики выпускают огромное количество продукции. На конвейере однотипные изделия, например, плитки шоколада следуют одна за другой. Для подсчета выпущенной продукции на производственных линиях (AASTED, BINDLER, JENSEN) на транспортерах и конвейерах транспортировки установлены счетные устройства: на 3-х линиях «Русский шоколад» – 11 счетчиков СИ8 и на 7 линиях «РОТ ФРОНТ» – 20 счетчиков СИ30.
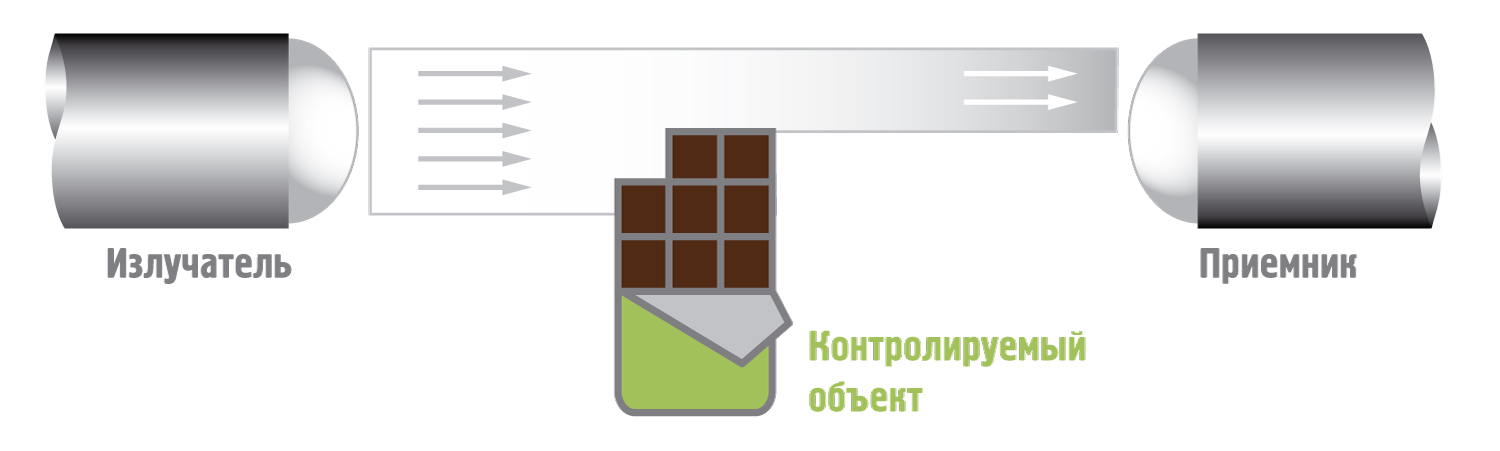
Наличие продукции фиксируется оптическими датчиками. Счет происходит по факту пересечения линии луча датчика (рис. 1) в контрольной точке и удовлетворяет нормативам по скорости подсчета.
Система управления
В каждой точке контроля установлен блок счета (рис. 2). Блок включает средства автоматизации ОВЕН:
- контроллер для средних и распределенных систем автоматизации ПЛК210;
- сенсорная web-панель оператора ВП110;
- универсальные счетчики импульсов СИ8 и СИ30.
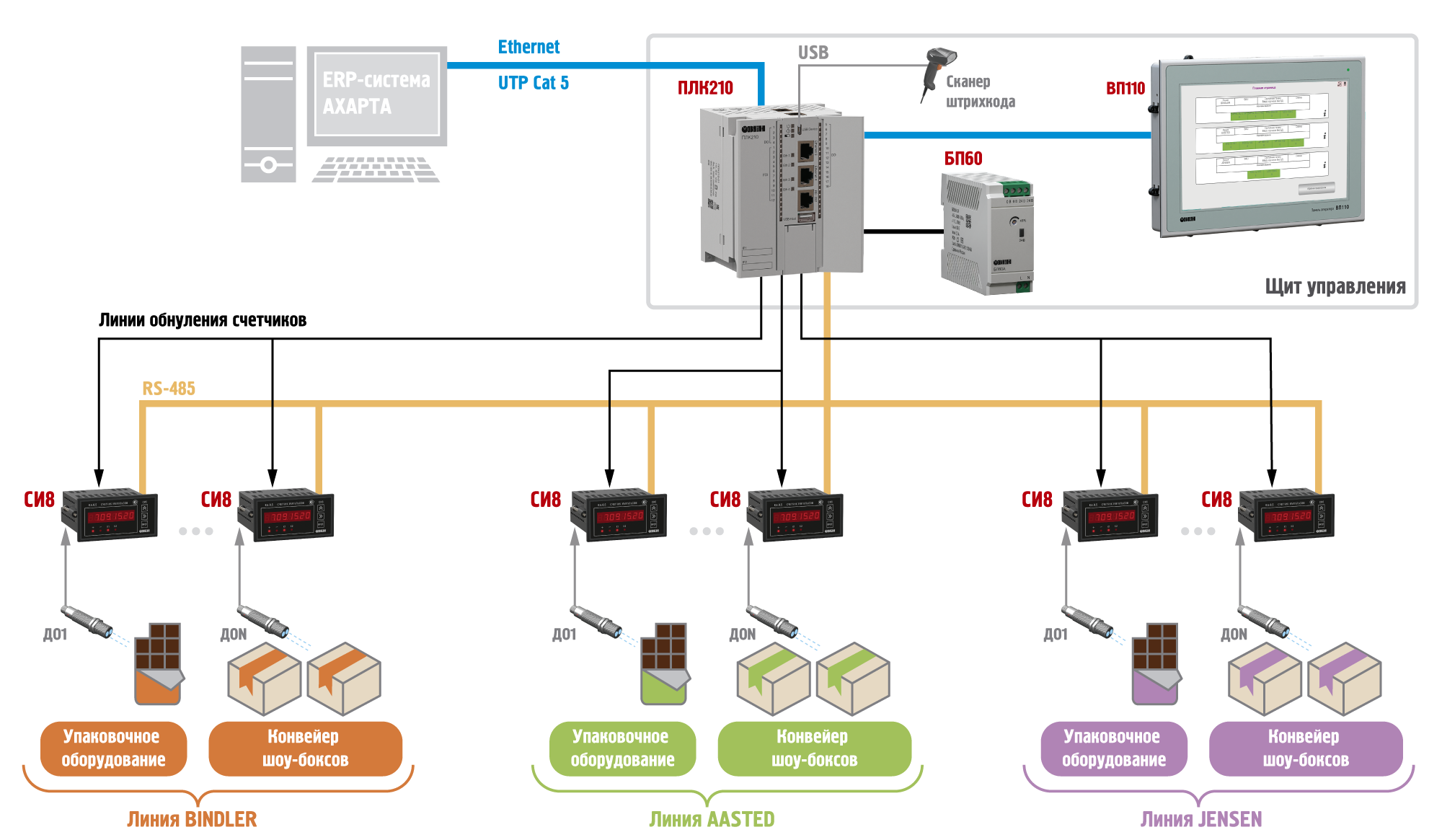
Счетчики СИ по интерфейсу RS-485 подключены к входам ПЛК210, который по интерфейсу Ethernet передает данные на сервер автоматизированной системы учета готовой продукции предприятия.
Блоки могут работать независимо от ПЛК, то есть при какой-либо нештатной ситуации, например, отключении питания, счетчик продолжит счет даже при отключении контроллера. При возобновлении работы контроллера счетчик передаст данные на ПЛК.
В случае нарушения обмена с ERP контроллер работает до заполнения резервного буфера. При возобновлении связи ПЛК210 автоматически отправляет все накопленные транзакции на сервер. В случае выхода из строя одного из счетчиков импульсов СИ контроллер отправляет на сервер аварийную транзакцию с последним значением, причиной отправки аварийной транзакции и датой/временем произошедшего события.
На панели оператора ВП110 с интуитивно понятным интерфейсом отображается общее число изготовленной продукции и текущее состояние процесса. На мнемосхемах передача данных осуществляется кнопкой «Разрешить передачу данных». Кроме панели ВП110, должностные лица предприятия могут контролировать процесс в браузере на компьютерах, включенных в производственную сеть.
Выборка готовой продукции осуществляется на панели в соответствии с ассортиментом продукции, содержащейся в БД ERP (1С и Axapta (Microsoft Dynamics AX) системы по выбранной линии, как при вводе вручную по букве или полному наименованию, так по SKU и по штрихкоду. Сканер штрихкода подключается непосредственно в разъем USB на ПЛК210.
В систему введена функция, ограничивающая доступ персонала к базам данных для внесения каких-либо несанкционированных изменений. При необходимости корректирования данных в системе остается «информационный след» о лицах, вносящих изменения.
Преимущества системы
Контроллер ПЛК210 сопрягается с программой 1С, минуя SCADA-систему, что обеспечивает высокую скорость передачи данных, достаточную для времени выполнения цикла (50 мс). Как следствие выбранного варианта конфигурации – уменьшение стоимости проекта.
В системе 1С формируются отчеты о количестве готовой продукции, выпущенной за смену/сутки с отображением времени простоя, наработки. При необходимости выводятся отчеты по выбранной производственной линии, в которых детально отображается время запуска линии, время остановки и выработка продукции.
Данные передаются в систему 1С со всех контрольных точек по локальной сети предприятия (не wi-fi). Для передачи данных используются стандартные интерфейсы (ODBC, MS SQL, Net Framework, XML и т.п.).
Результаты подсчета накапливаются в базе данных с возможностью формирования аналитических отчетов за выделенный период. Отчеты формируются с привязкой к выпуску, сдаче и реализации готовой продукции по коду SKU.
В базе данных заполняются следующие поля:
- наименование линии;
- SKU продукта;
- наименование продукта;
- дата и время начала снятия показаний;
- время окончания снятия показаний;
- показания счетчиков плиток и шоу-боксов;
- номер ПЛК и привязанных к нему счетчиков;
- сообщение о статусе транзакции (норма, аварийная, неисправен СИ).
Система бесперебойно функционирует в круглосуточном режиме. Формирующиеся выходные формы позволяют анализировать расхождения в количестве готовой продукции, прошедшей по цепочке движения «производство-сдача на склад ГП», фиксировать недостачу и учитывать бракованную продукцию.
По всем вопросам можно обращаться к автору проекта по адресу: okbamur3@mail.ru или по тел.: +7 (999) 885 77 93