.jpg)

К работам по модернизации оборудования производственное объединение «Железобетон» в Астрахани привлекает только надежных партнеров. Для создания систем управления в бетоносмесительном цехе была привлечена компания «Пневмо-Автоматика» – многопрофильное предприятие, которое является одним из лидирующих в области автоматизации технологических процессов и поставок компонентов автоматики в Астраханской области и соседних регионах. Компания занимается разработками АСУ ТП, выполняет проектные и монтажные работы «под ключ» в соответствии с требованиями заказчика, технический консалтинг проектов.
По запросу ПО «Железобетон» специалисты компании «Пневмо-Автоматика» выполнили проект автоматизации весоизмерительной системы в бетоносмесительном цехе.
Описание технологического процесса
Все использующиеся компоненты (цемент, щебень, песок) из подающих емкостей засыпаются в весоизмерительные бункеры для взвешивания в соответствии с рецептом (например, маркой бетона или раствора). Весовой терминал позволяет производить одновременное взвешивание всех компонентов, необходимых для приготовления нужной смеси, в том числе и сухих строительных смесей. Точность дозировки достигается путем использования задвижек для грубого и точного взвешивания:
- грубое взвешивание (ошибка ±200 кг);
- точное взвешивание (ошибка ±15 кг);
- импульсное дозирование – открытие задвижки на небольшой интервал времени.
После каждой импульсной дозировки осуществляется контроль веса в бункере. Для того чтобы добиться требуемой массы, параметр «точность взвешивания» может корректироваться для каждого компонента в отдельности. По достижении требуемой массы открываются задвижки сброса ингредиентов в мешалку.
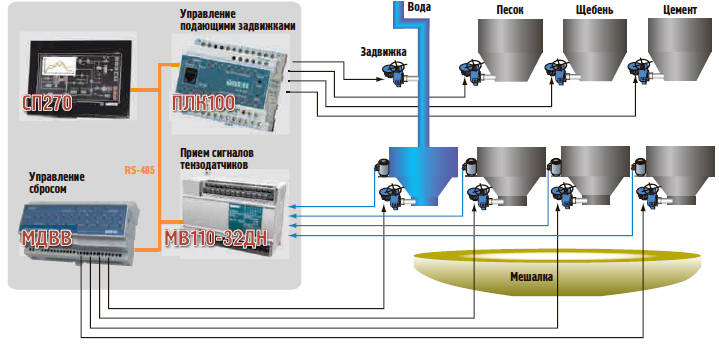
Структура АСУ весоизмерительной системы
Разработанный алгоритм управления системы учитывает все требования заказчика: возможность выбора имеющихся рецептов, создание новых смесей, добавление, изменение или удаление рецептов, ведение архива событий – какие смеси, количество отгружаемой смеси, число отгрузок, а также время.
Вся весоизмерительная система построена на базе компонентов ОВЕН:
- модуля ввода сигнала тензометрических датчиков (4-канальный) МВ110-224.4ТД;
- программируемого контроллера ПЛК100 Р-М;
- панели оператора с сенсорным управлением СП270;
- модуля ввода/вывода МДВВ.